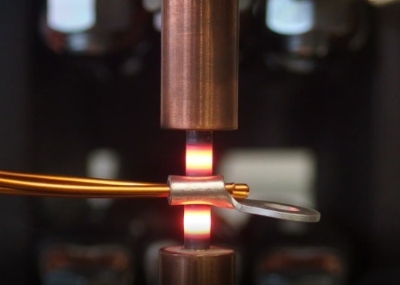
抵抗溶接とは、被溶接物を電極で加圧しながら電流を流し、被溶接物の自己抵抗発熱により局所的に接合する工法で、一般的にはスポット溶接とも呼ばれる場合もあります。
当社では、特に自動車の電装部品に多くみられる銅などの非鉄金属の抵抗溶接に最適な電極を取り揃えており、「電極寿命を延ばしたい」、「生産性を向上させたい」といったご要望にお応えいたします。
当社では、特に自動車の電装部品に多くみられる銅などの非鉄金属の抵抗溶接に最適な電極を取り揃えており、「電極寿命を延ばしたい」、「生産性を向上させたい」といったご要望にお応えいたします。
タングステン・モリブデン系電極のメリット
銅など非鉄金属の抵抗溶接の現場において、次のようなご要望はありませんか?
・電極の長寿命化をはかりたい
・生産性の向上をはかりたい
このようなご要望を当社のタングステン・モリブデン系抵抗溶接用電極が解決致します。・生産性の向上をはかりたい
タングステン、モリブデン系電極の特徴と抵抗溶接時のメリットは次のとおりです。
| タングステン、モリブデンの特徴 | 抵抗溶接時のメリット |
|---|---|
| ・高温硬さに優れる ・他の金属成分との反応が少ない ・電気抵抗が大きく、熱伝導率が低い | ・変形が少なく、安定した電流密度が維持できる ・ワークと溶着しにくい ・電極自体の発熱を利用した溶接が可能 |
特に、銅などの電気抵抗が低く、熱伝導率が高い材料(抵抗発熱しにくい材料)や、めっきなどの表面処理を施した材料を抵抗溶接する際に性能を発揮します。
また、これらの電極は銅のシャンクと接合して使用される場合がほとんどです。当社の電極には『NDB法』という当社独自の直接接合技術を適用しており、一般的なろう付品などと比べて「電極の長寿命化」や「生産性(ショットサイクル)の向上」をはかることが期待できます。
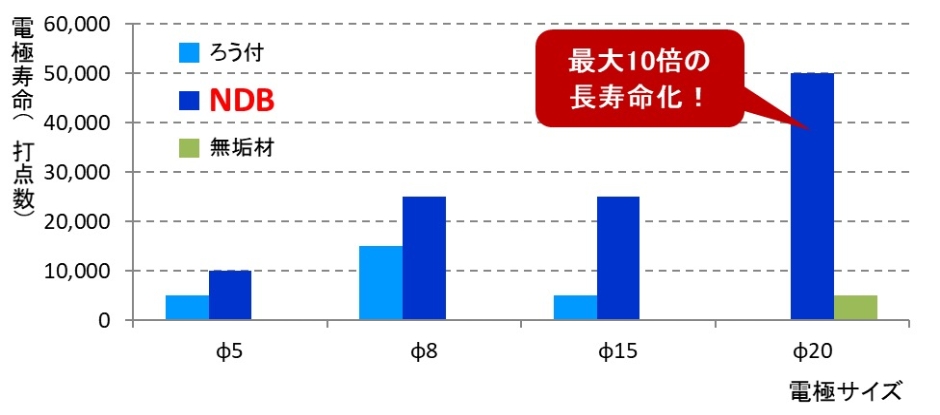 電極寿命比較例
電極寿命比較例※ NDBについての詳しい説明はこちら ⇒ NDB法による接合製品
タングステン・モリブデン系抵抗溶接用電極とは?
タングステンやモリブデンをはじめ、タングステン複合材料など、溶接物に応じた電極材質を取り揃えております。
また、銅シャンクとの接合品など、お客様のご要望に応じた仕様の電極を製作致します。
 電極例
電極例
詳細な資料の入手はこちら
□ 当社の抵抗溶接用電極の特徴をわかりやすく解説した『Q&A集』
□ 電極材質のラインナップやトラブルシューティングなどの情報が満載の『抵抗溶接電極ガイドブック』
以下ライブラリーサイトに掲載されておりますの是非ご活用ください。
□ 電極材質のラインナップやトラブルシューティングなどの情報が満載の『抵抗溶接電極ガイドブック』
以下ライブラリーサイトに掲載されておりますの是非ご活用ください。