| 材質名 | 密度(g/cm³) | 硬さ(HRB) | 導電率(%)★ | 適用 | |
|---|---|---|---|---|---|
| 銅タングステン | C30A2 | 14.2 | 93 | 48 | 鋼材、超硬合金等一般用途に適します。 |
| C30F2 | 13.8 | 93 | 43 | 鋼材の加工に対して、特に優れています。 | |
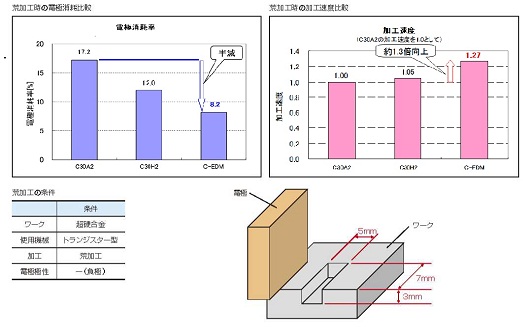
| C30H2 | 13.5 | 93 | 48 | 超硬合金の加工に対して、特に優れています。 | |
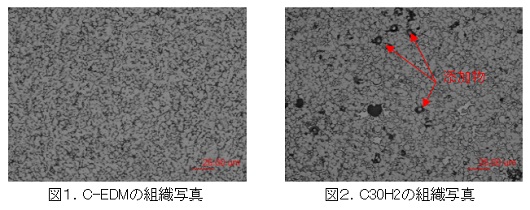
| C-EDM | 15.6 | 103 | ※20 | 消耗・加工速度ともに最良な電極。 | |
| 銀タングステン | S35A2 | 14.8 | 91 | 53 | 鋼材、超硬合金等一般用途に適します。 |
| S35H2 | 14.6 | 86 | 55 | 鋼材、超硬合金いずれに対しても優れています。 | |