セラミック材料にはいろいろな種類があり、それぞれに機械的性質、熱的性質、電気的性質に違いがあります。それぞれの特性に合
わせた圧着ツール材料を用意しておりますので、材質についてご紹介します。
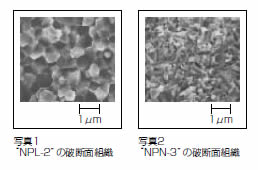
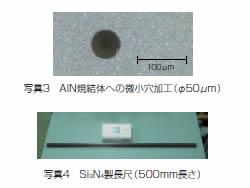
(1)緻密で均一な当社セラミック材料は、基本的にHIP処理を行っております。HIP処理とは、Hot-Isostatic-Pressing(熱間静水圧加圧)の頭文字を意味しており、一度焼結したセラミック素材を1000℃以上、1000気圧以上のガス圧でさらに焼き固めることであります。この処理によってほぼ理論密度近くまで緻密化し、ポアなどの欠陥が極めて少ない均一で高品位な材料が出来上がります。
(2)高硬度、高強度、高靭性な材料加熱圧着ツールは基本的に耐摩耗部材であり、また、構造用部材であります。それゆえ、高硬度、高強度、高靭性といった機械的性質が必要となりますが、上記、HIP処理を施した当社セラミック材料は、卓越した機械的性質を有しております。よって、このような用途には適した材料であります。
以下に各材質について、ご説明いたします。